
通过多年积累,百兴菇业已建立起良好的国际和国内销售渠道,生产的主要产品被称为“日本小雪茸”的杏鲍菇,八九年前就已经进入美国500强企业通用蘑坊旗下的连锁超市;水煮香菇、水煮灰树花出口给日本格力高公司;为台湾餐饮企业一茶一坐提供火锅汤底和即食菌菇产品;为娃哈哈公司提供鲜银耳等。

- 云南“野生菌王国”智慧菇房破解“季节密码”
0评论2026-02-27

- 谭昊:基于土壤微生物生态原理的羊肚菌白霉病绿色防控研究
0评论2026-02-27

- 赵琪:航天七妹羊肚菌栽培探讨及暖棚案例
0评论2026-02-27
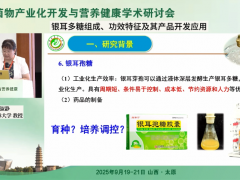
- 课程推荐 银耳多糖组成、功效特征及其产品开发应用
0评论2026-02-27

- 【招聘】贵州贵旺生物科技有限公司专业管理/技术人员
0评论2026-02-27

- 王迪:桑黄的药用价值—瓦尼桑黄功效的系统性研究
0评论2026-02-15

- 随州积极探索反季节天麻种植,破解产业发展瓶颈
0评论2026-02-15

- 随州神农健康食品产业园正式亮相 “一园两区”绘就产业新版图
0评论2026-02-15

- 边银丙:羊肚菌高产稳产栽培的土壤质量性状问题
0评论2026-02-11

- 李守勉:北方设施羊肚菌栽培模式与绿色高效关键技术要点
0评论2026-02-09